
Le contrôle d’étanchéité
Le contrôle d’étanchéité désigne l’ensemble des procédures industrielles permettant de vérifier et mesurer l’étanchéité pneumatique de composants fabriqués en série.
Indispensable en fin de ligne de production, le contrôle d’étanchéité garantit la conformité du produit et prévient les risques liés aux fuites dans des secteurs aussi variés que l’automotive, le médical, le gaz ou l’électroménager
Historiquement, les industries les mieux équipées dans cette phase de production ont été celles produisant des articles à dangerosité intrinsèque élevée, ou à haute valeur technologique. Par conséquent, nous pouvons établir une première « génération » de secteurs productifs où la sensibilité de ce processus a été ressentie dès l’origine :
- Aérospatial
- Mécanique
- Automotive
- Médicale
- Electroménager
- Oléodynamique
- Electronique
- Emballage
- Fonderie
- Pneumatique
- Gas
- Chauffage
Ce n’est qu’à cheval entre les années 80 et 90 qu’une campagne d’extension de ces tests à une gamme plus large de produits a commencé. Vers cette période, on a en effet commencé à comprendre que ce type de test pouvait être étendu avec d’innombrables bénéfices également aux produits non dangereux en cas de fuite.
Si par exemple de petites fuites d’huile dans les moteurs ou dans les transmissions mécaniques étaient considérées comme acceptables dans les années 70 et 80, dès les années 90 un petit défaut de ce type signifiait déjà une non-conformité de la part du client final.
En appliquant ce principe de disponibilité technique à des délais et coûts relativement contenus, cette méthodologie de test s’est développée, et continue de se développer.
Par conséquent, à ce jour, il n’est pas possible d’établir une liste complète des industries où ce test d’étanchéité est considéré comme « nécessaire » et on peut généraliser que tout produit capable de contenir des gaz ou des liquides peut bénéficier de ces vérifications.
Systèmes à air
Les systèmes automatiques de contrôle industriel sous pression créent un écart ou une différence de pression entre la zone considérée comme étanche et l’extérieur du corps à contrôler. Chaque système peut exécuter ce test avec des méthodologies.
Les deux systèmes exécutent un cycle de test basé sur trois phases fondamentales :
- Remplissage, pour pressuriser la cavité en test
- Stabilisation pour stabiliser le volume d’air introduit
- Test où l’on analyse l’évolution de la pression afin de mesurer une éventuelle chute dans le temps
Il existe essentiellement quatre méthodes pour la mesure de type Δp/Δt :
Systèmes absolus
Systèmes absolus
Le système à chute absolue de pression est la méthode théorique la plus immédiate, économique et évidente pour effectuer la mesure de la chute de pression. Le T8990 de ForTest est l’appareil pour les essais industriels conçu pour effectuer des tests sous pression en utilisant le système à chute de pression absolue. Pour plus de détails, se référer à la fiche technique.
Le système de mesure prévoit pendant la phase de test la mesure de la chute de pression à l’intérieur de la pièce en cours d’essai.
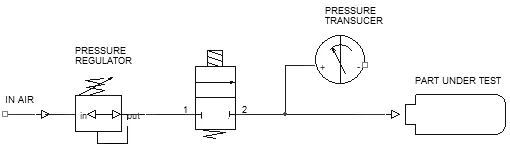
En analysant l’esquisse, nous aurons que toute défectuosité pneumatique est imputable à une fuite, donc à une indication de rebut. Pour cette raison, ce système est défini à « sécurité positive ».
Le seul élément de risque dans ce circuit pneumatique est représenté par une éventuelle fuite de la vanne de remplissage. Ce problème, par ailleurs présent dans de nombreux schémas pneumatiques évoqués, est facilement évitable grâce à un jeu particulier de vannes en substitution de la simple vanne indiquée dans le schéma, et grâce à des diagnostics logiciels particuliers. En revanche, la précision globale de ce type d’appareils est liée essentiellement à la précision de la section de mesure (transducteur) et de la section électronique d’acquisition.
En pratique, les éléments qui interviennent pour limiter la précision sont le bruit électrique de la circuiterie et celui mécanique du transducteur, lesquels correspondent à la résolution ou au nombre de points maximum dans lesquels l’échelle de mesure est décomposée : un système capable de garantir 100 000 points, sur une échelle de (par ex.) 1 bar, correspond à pouvoir garantir une résolution de mesure d’un centième de mbar.
Plus ce paramètre de résolution est élevé et plus le temps nécessaire pour la mesure de la chute est réduit ; cela coïncide d’un côté à une réduction du temps-cycle d’essai, mais surtout à une limitation des erreurs dues aux variances thermiques du gaz introduit dans la pièce.
Les stratégies électroniques pour l’obtention de tels résultats sont de nature diverse : elles vont du pilotage du transducteur avec des tensions alternées et l’utilisation de convertisseurs AD sophistiqués à l’utilisation de circuits appropriés de suivi du zéro et de mesure par fenêtres, mais surtout un filtrage élevé tant électrique que mathématique de la mesure. Une attention particulière doit être portée à la détermination du point « zéro » de la chute, et en pratique à la mesure de la pression au moment initial de la phase de test.
Systèmes différentiels
Systèmes différentiels
Le système différentiel trouve aujourd’hui son application dans les cas où il est nécessaire d’avoir la même sensibilité à des pressions très différentes entre elles, ou lorsque l’on effectue des tests à haute pression (>20 Bar), même si nous verrons par la suite que les systèmes à interception s’avèrent néanmoins améliorateurs et sûrs compte tenu des hautes pressions en jeu. Le T8060 de ForTest est l’appareil conçu pour les tests d’étanchéité en pression avec le système différentiel. Pour plus de détails, se référer à la fiche technique.
La mesure de fuites par circuit différentiel a représenté jusqu’aux années quatre-vingt l’un des artifices pneumatiques les plus ingénieux dans ce secteur pour pallier le manque de précision des mesures et de l’acquisition électronique disponibles jusqu’alors.
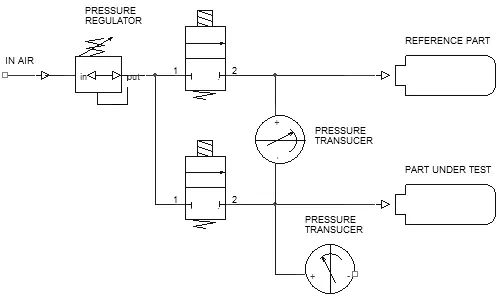
Le système prévoyait, comme indiqué sur la Fig.2, une double branche : d’un côté la pièce à tester et de l’autre une pièce identique, mais hermétique.
En pratique, en analysant le schéma, les tests se déroulaient selon la logique suivante :
- La phase de remplissage était exécutée en commandant l’ouverture des deux vannes
- La phase de stabilisation s’effectuait avec la vanne B fermée et la vanne A ouverte, afin de stabiliser et uniformiser les conditions de pression dans les deux branches
- Une fois la stabilisation terminée, toutes les vannes étaient fermées
En imaginant le capteur de pression comme une membrane (mais l’expérience peut aussi être reproduite avec une simple colonne de mercure à double bec verseur), nous aurons qu’à l’équilibre la pression différentielle est nulle. L’éventuelle chute dans la pièce en essai déplace le zéro de cette mesure permettant une indication très sensible de cet écart. Sur ce principe, il est possible d’effectuer une amplification électrique facile du signal provenant du capteur, et de la visualiser sur un appareil à aiguille avec zéro central. Par conséquent, avec ce stratagème, il était possible d’analyser une valeur de chute typique égale à 1/50.000 (capteurs le permettant) de la valeur de pression de remplissage, tandis que l’électronique de l’époque, si appliquée dans un système manométrique, ne permettait pas de dépasser le rapport de 1/10.000.
Il ressort clairement que la limite était uniquement celle de la mesure électronique en termes de résolution et de bruit, car les conditions de fonctionnement du transducteur de mesure avaient de toute façon les limites d’un système monométrique. Ce transducteur devait dans tous les cas être dimensionné pour la pression maximale de remplissage, étant donné qu’en plus d’être réellement présente de manière commune, en cas de fuite de la pièce en test la membrane était sollicitée par toute la pression.
Le système pneumatique ainsi réalisé présentait cependant plusieurs inconvénients : Le premier, et très évident, est que la comparaison examine une référence hermétique : une fuite de cette référence coïncide avec un « masquage » de la mesure effective de perte de la pièce en test d’étanchéité. Ce défaut était cependant en partie compensable par une vérification continue du système en usage au moyen d’un échantillon « bon » et d’un étalonnage électrique du « Zéro » de mesure. Ce premier point classe ce système pneumatique comme non « à sécurité positive ». Les autres inconvénients les plus évidents et ressentis furent le difficile étalonnage de la mesure du transducteur différentiel, qui devait être exécuté avec une procédure particulière de vérification. Mais le véritable point faible de ce système naissait de la nature même de l’installation : la mesure de fuite effectuée s’avère être une mesure qui n’indique pas la perte effective de la pièce testée, mais la différence relative avec l’échantillon.
Cela ne coïncide pas nécessairement avec le concept que l’échantillon de référence puisse présenter des fuites (ce qui correspond d’ailleurs à la réalité). Par exemple, considérons que dans l’usage pratique de tels systèmes, nous aurons que la pièce étalon est sollicitée mécaniquement à chaque cycle d’essai, tandis que la pièce en test ne l’est que pendant la phase de son propre contrôle.
En pratique, on analysera une évolution de la chute mesurée progressive avec les heures d’utilisation de l’installation, indice de l’affaissement mécanique progressif de l’échantillon de référence non coïncidant avec l’affaissement des pièces en test. De plus, si apparemment il pouvait y avoir des bénéfices en termes de variance thermique justement dus au mode commun, en réalité le volume global en jeu est double, et bien que les deux éléments en mesure pouvaient être disposés proches l’un de l’autre, des courants d’air ou des rayons solaires pouvaient amplifier leur différence thermique.
En résumé, ce principe a permis d’obtenir des résultats remarquables jusqu’aux années 70 et une partie des années 80, mais aujourd’hui il ne trouve pas d’applications pratiques, étant supplanté par les systèmes manométriques à chute absolue plus faciles et précis.
Les limites de ce système sont :
- Complexité pneumatique plus élevée
- Pneumatique non à sécurité positive
- Double section de mesure de pression (remplissage et test)
- Répétabilité de mesure moindre
- Temps de test plus longs
- Coût plus élevé de l’instrumentation
Pour comprendre les différences entre le système absolu et différentiel, analysons la figure 2 et en considérant l’application du différentiel de manière symétrique, c’est-à-dire avec une pièce étanche témoin et une pièce en test ; il est facile de comprendre qu’entre le premier test d’étanchéité de la journée et les suivants, nous aurons que la pièce témoin aura un cumul de stabilisation tant thermique que mécanique égal à « n » tandis que la pièce à tester sera égale à 0, car remplacée test après test.
C’est pour cette raison qu’en termes de répétabilité, le système n’est pas comparable à une mesure directe. De plus, ce qui est important à considérer lors du passage d’un système à l’autre, c’est que les valeurs de pression mesurées en Δp/Δt ne coïncident souvent pas. En effet, dans le système absolu, il s’agit de la réelle chute de pression, comparable avec un manomètre de précision certifié, tandis que la mesure différentielle est la mesure de la différence entre deux pressions.
En fonction des pièces testées, de l’utilisation symétrique ou non et des temps de stabilisation, il faut considérer un rapport de 1:0,8 à 1:0,1 entre la mesure absolue et la mesure différentielle : en d’autres termes, le mBar par seconde mesuré par un système absolu ou manométrique peut être considéré comme 0,8 – 0,1 mb/s en différentiel.
Cela ne signifie pas que le système différentiel ne fonctionne pas correctement, mais simplement qu’il s’agit de deux mesures différentes entre elles, et ceci doit être pris en considération lors de la phase d’installation.
Systèmes à débit
Systèmes à débit
Le système de débit permet de mesurer directement le débit ou flux d’air généré par la fuite. À la fin des phases de remplissage et de stabilisation, le temps d’essai est le temps nécessaire pour obtenir une mesure stable de ce débit qui est génériquement très bref (ex : 100..300 millisecondes). T8730 de ForTest est l’appareil pour l’essai industriel conçu pour effectuer des tests en pression avec le système de débit.
Pour plus de détails, se référer à la fiche technique de l’appareil.
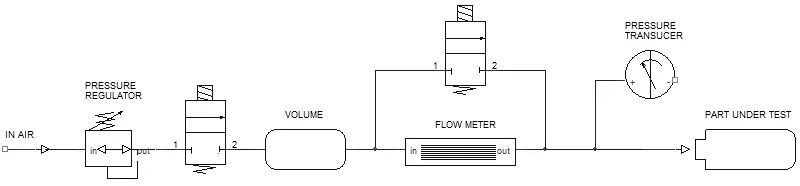
Comme schématisé dans la Fig. 3, la mesure de ce débit est confiée à un transducteur différentiel capable de lire le saut de pression aux bornes d’une perte de charge.
Afin de réduire l’évolution quadratique causée by la turbulence du mouvement des particules de gaz, un élément laminaire capable de linéariser, en partie, cette fonction (Δp/Débit) est utilisé.
Pour de plus amples informations, il est également possible de faire référence à la norme CNR-UNI 10023. En alternative à la mesure de débit effectuée de manière volumétrique (justement avec mesure Δp), l’application de débitmètres massiques a pris plus d’importance au cours de la dernière décennie, par exemple les systèmes thermiques ou débitmètres (systèmes « à fil chaud »), car ils sont plus précis, constants dans le temps, facilement disponibles dans diverses échelles, et moins sensibles à la variance thermique du gaz en cours de mesure. Considéré comme un système « historique » des tests d’étanchéité, les mesures d’étanchéité exécutées avec ce principe se distinguent par les avantages suivants :
Cet aspect est la véritable raison pour laquelle ce principe est encore appliqué industriellement. De manière native, c’est-à-dire sans artifices, avec ce système il est possible d’analyser pendant un temps déterminé la fuite, permettant à l’opérateur de la chercher et de la réparer en temps réel pendant la mesure.
Comme déjà mentionné, la mesure de débit étant une mesure de type continu, permet l’élimination d’un temps réel d’essai. Ce concept, nous verrons par la suite qu’il est à considérer de manière purement théorique, car si dans les systèmes à Chute ou Δp les phases de stabilisation ou d’essai peuvent être partiellement superposées, dans cette méthode la mesure doit nécessairement avoir lieu dans les meilleures conditions de stabilisation.
Nous comptons cette caractéristique parmi les avantages, même si nous analyserons par la suite des systèmes capables d’effectuer la même mesure de manière plus précise et sûre. Inversement, comparé à d’autres systèmes, ce principe présente quelques inconvénients ; Le premier, et le plus évident, naît de la complexité et de l’instabilité de la mesure de débit.
- Mesure Continue de la Fuite
- Durée de la phase de Test pratiquement nulle
- Indication de la fuite en unités volumétriques (CC/temps)
Outre le coût d’une double mesure (pression et débit) et donc d’une double vérification pour obtenir la validation globale de la mesure, l’élément laminaire qui se présente en pratique comme un capillaire est fortement influencé par la saleté ou les déformations.
Par conséquent, la mesure doit être constamment vérifiée avec des buses de référence, qui à leur tour se présentant comme des micro-perforations sur base céramique ou métallique tendent à se détériorer, et ont donc une durée limitée dans le temps. De plus, avec une référence particulière au schéma de la Fig. 3, une éventuelle fuite parasite en amont de l’élément de mesure de débit peut fausser et masquer l’éventuelle fuite de la pièce en test.
Ce circuit pneumatique ne peut pas être considéré comme entièrement à « sécurité positive », et doit être vérifié constamment. Enfin, la sensibilité de la mesure est limitée par l’échelle du débitmètre, tandis que dans les systèmes à Chute ou à Δp cette limite, bien qu’elle existe, peut néanmoins être contournée par l’allongement du temps de test.
L’application pratique de ces appareils pour la mesure des fuites s’effectue fondamentalement dans quatre cas :
- Quand le volume de la pièce n’est pas connu et qu’il est variable : par exemple moteurs côté huile, poches ou flacons très élastiques ;
- Quand les temps de test doivent être réduits au maximum ;
- Quand on a besoin d’une mesure en continu de la fuite pour effectuer des analyses et des réparations ;
- Quand les fuites à mesurer sont si importantes qu’un système à Δp n’arrive pas à maintenir constante la pression de test en dénaturant le calcul de la fuite : valves à cartouche ou distributeurs d’huile, fuitages en général.
Normalement, pour les autres applications industrielles, les systèmes Δp s’avèrent plus économiques et durables, ayant moins de pièces pneumatiques sujettes à l’usure.