
Test d’étanchéité : définition et types de systèmes
Par « test d’étanchéité » (ou « contrôle d’étanchéité ») on entend une procédure permettant de vérifier l’étanchéité pneumatique d’une pièce. Contrairement à la plupart des types de mesures, comme par exemple les mesures pondérales ou dimensionnelles, le contrôle de fuite nécessite presque obligatoirement un appareillage.
Nous distinguons tout d’abord deux types d’équipements pour le test d’étanchéité :
- A) Systèmes de contrôle, généralement surveillés par un opérateur, avec localisation de la fuite :
- Vérification dans l’eau avec pièce pressurisée (contrôle visuel)
- Vérification avec savon sur pièce pressurisée (contrôle visuel)
- Vérification avec réactifs pressurisés et lampes à ultraviolets (contrôle visuel)
- Vérification avec gaz (Hélium) pressurisé (contrôle avec spectromètre de masse)
- Vérification avec air chaud (contrôle visuel à l’infrarouge) Vérification à variation de diélectrique sur pièces en plastique (système ionique à haute tension)
- Vérification avec gaz hydrogène (contrôle par sonde)
- B) Systèmes d’étanchéité automatiques avec indication Bon, Rebut et valeur de fuite :
- Mesure par mesure de débit de la pièce pressurisée
- Mesure par chute différentielle de pression entre pièce en test et référence étalon
- Mesure par chute de pression de la pièce pressurisée
- Mesure par « interception » d’augmentation de pression en cloche
Si d’un côté la première classe d’équipements (A) représente un domaine de contrôle irremplaçable à contrôle statistique et hors ligne, permettant d’identifier des fuites très petites et d’analyser le défaut directement de manière visuelle, l’instrumentation de type (B) représente la véritable « barrière » ou filtre de fin de ligne en ce qui concerne la production non conforme.
Les systèmes de test d’étanchéité automatiques (B) permettent en outre de surveiller dans le temps d’éventuelles dérives de qualité, si appliqués à toute la production. Étant donné l’évidence des principes de fonctionnement des systèmes de mesure de type (A), nous ne nous attarderons pas sur une description technique détaillée.
Il convient de considérer uniquement que les systèmes basés sur des spectromètres de masse (« renifleurs » à l’hélium), bien que coûteux tant en termes d’installation que de gestion, se placent au sommet de la sensibilité en termes de fuite déterminable par rapport à tout autre système décrit dans le présent document. À l’inverse, les systèmes avec eau, savon ou réactifs, s’ils permettent d’un côté la détermination de fuites très petites à des coûts d’exploitation dérisoires, ne sont pas automatisables et nécessitent donc obligatoirement un contrôle visuel, et par conséquent un jugement de la part d’un opérateur.
À partir de maintenant, nous examinerons les principes de fonctionnement des systèmes de type B.
Le choix de la méthode de test appropriée dépend généralement des paramètres suivants :
- Valeur du taux de fuite admissible
- Type de test : localisation de la fuite ou mesure de celle-ci
- Spécifications de la pièce à tester : dimensions, limite de résistance à la pression ou au vide, matériaux d’assemblage, finition des surfaces etc.
- Conditions d’utilisation et de test
- Paramètres de sécurité et environnementaux
Certaines des méthodes applicables sont présentées dans le tableau suivant :
| Method | Gas | Kind of test | Sensitivity [Pa·m³/s] |
|---|---|---|---|
| Tracer gas and Mass Spectrometer | Helium | Local / Pass-No Pass | 10⁻¹¹ … 10⁻⁶ |
| Bell jar sniff/accumulation test | Air | Pass-No Pass | 10⁻⁶ |
| Pressure drop test | Air | Pass-No Pass | 10⁻⁵ |
| Volumetric or Mass flow rate test | Air | Pass-No Pass | 10⁻⁴ |
| Visual test in water bath with pressurized air | Air | Pass-No Pass | 10⁻⁴ |
La méthode à l’Hélium n’est pas prise en considération car elle n’est pas envisagée dans notre production. Il faut en effet considérer que ce système se situe au sommet de la sensibilité et les coûts d’installation et de gestion le rendent applicable uniquement là où c’est réellement nécessaire, c’est-à-dire dans le domaine des composants pour gaz réfrigérants, microélectronique, pace-makers, etc.
Le test par immersion n’est pas non plus mentionné ici car il n’a aucune valeur technique si ce n’est celle de pouvoir effectivement voir le point de fuite et le localiser. Le faible niveau de sensibilité défini par la norme doit, en effet, être interprété comme une impossibilité de la méthode à fournir une mesure, une incertitude globale si elle est appliquée en ligne de production, et un coût de gestion élevé dû à l’impossibilité d’être automatisée.
Phases d’essai
En introduction d’une description détaillée des différents types d’appareils automatiques pour tests d’étanchéité en pression, il est nécessaire de définir certaines caractéristiques communes aux différents principes de fonctionnement. Chaque système décrit a en commun la nécessité de créer un écart ou une différence de pression entre la zone considérée comme hermétique et l’extérieur de ce corps. Cette phase est appelée phase de remplissage.
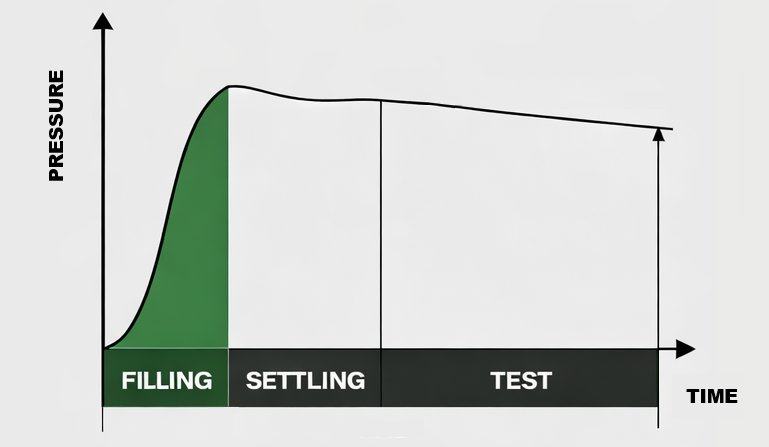
En principe, le remplissage peut être effectué aussi bien avec des pressions positives que négatives, soit avec une pression (ou dépression) appliquée depuis l’intérieur ou l’extérieur de la pièce à tester. Suite à cette phase, nous aurons une phase de stabilisation, nécessaire pour stabiliser les valeurs de pression ou de débit de la mesure de fuite.
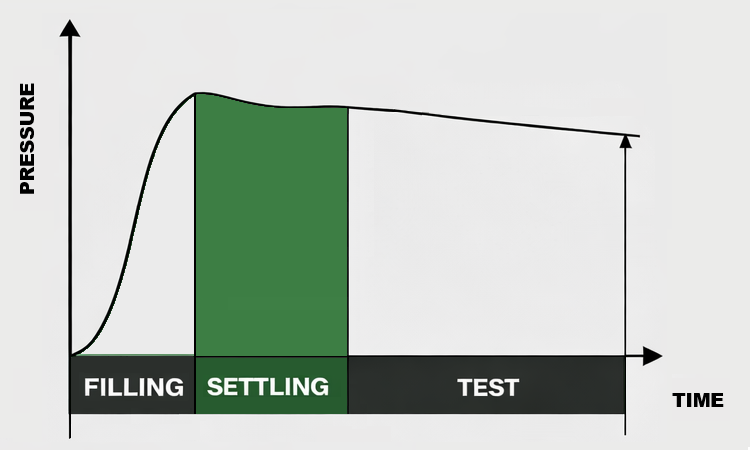
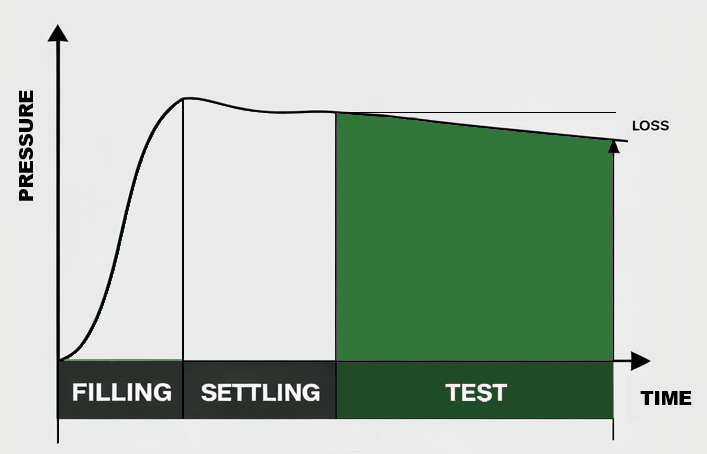
Seulement à la fin de ces deux phases, nous aurons l’exécution de la mesure effective de la fuite, selon les diverses stratégies que nous analyserons en détail. Nous présentons à titre explicatif un graphique avec une évolution typique de la pression lors de l’exécution d’un test d’étanchéité de type manométrique (chute de pression).
La stratégie de remplissage, donc si depuis l’intérieur de la pièce (cas le plus générique) ou depuis l’extérieur (cloche), le type de remplissage c’est-à-dire pression ou dépression et la valeur de cette pressurisation, doit être choisi au cas par cas en analysant la pièce à tester. Pour ce choix, le premier paramètre à aborder est la valeur de pression à utiliser pour effectuer le remplissage, donc le test d’étanchéité.
En considérant l’utilisation d’air comprimé industriel commun, cette valeur peut être comprise dans les cas les plus courants entre -1 bar et 10 bar, et dans le cas de tests d’étanchéité combinés à des tests de rupture ou d’explosion, cette valeur peut atteindre même au-delà de 40 bar.
Contrairement à ce que l’on pourrait supposer intuitivement, l’utilisation de valeurs élevées de pression dégrade les performances globales des tests car si d’un côté la valeur de perte mesurée est proportionnellement augmentée, qui reste de toute façon proportionnelle à l’échelle des mesures de pression ou de débit, l’utilisation de hautes pressions complique le déroulement de la phase de remplissage et des phases suivantes de stabilisation ou d’ajustement.
Par conséquent, et en principe, il faut privilégier les tests et les remplissages effectués à basse pression (moins de 1 bar). L’utilisation d’un remplissage en dépression peut par exemple améliorer l’étanchéité de la pièce pendant les phases de test. Dans le cas de boîtiers ou de pièces avec une large section « ouverte », par exemple les coupelles d’huile de moteurs ou les demi-coquilles de carter, un simple socle en caoutchouc souple suffit à rendre la pièce hermétique, sans nécessité d’exercer des forces de résistance excessives. Le remplissage en dépression peut cependant être trompeur en cas de tests sur des pièces plastiques soudées, car la dépression tend à faire s’affaisser et donc « coller » la soudure défectueuse. Dans ce cas de pièces plastiques soudées, la haute pression aide à dilater l’éventuel défaut ; par conséquent, le test effectué à une pression entre 3 ou 8 bars associe à un test d’étanchéité un éventuel test de robustesse des soudures.
Une attention particulière doit être portée lorsque la pièce en cours de test est composée de mécanismes d’étanchéité « non linéaires » tels que des soupapes ou des clapets à ressort et les tests doivent être effectués soit à une pression très inférieure soit très supérieure au point d’intervention de ces soupapes. Sur des pièces mécaniques telles que les carters en fonte de moteurs ou de transmissions, il faut toujours considérer la présence ou l’absence de joints d’étanchéité ou de composants garantis jusqu’à une pression connue. Les cahiers des charges de tests pour les pièces de gaz et cuisines indiquent les fuites à basses pressions, génériquement 150 mbar. Une note importante concerne ces pièces métalliques qui ont un comportement de dilatation après le remplissage en pression.
Ces pièces, telles que serpentins, échangeurs de chaleur, etc., tendent à se dilater mécaniquement à la fin du remplissage, de manière progressive à la pression introduite. Considérant les cas dans lesquels ces éléments doivent être nécessairement testés à des pressions relativement élevées (4,7 bar), et où cette dilatation n’est pas compensable par la phase de stabilisation, si ce n’est avec des temps d’une longueur prohibitive, l’utilisation d’un pré-remplissage à une valeur supérieure à celle de test permet d’excellents résultats de dilatation/relaxation, en réduisant drastiquement le temps global de test. En résumé, le choix de la valeur de pression à laquelle exécuter les tests doit refléter d’une part la pression de fonctionnement réelle du composant, en considérant au cas par cas les avantages et inconvénients des différents niveaux de pression.
Le choix d’un remplissage en « cloche », et donc par l’extérieur de la pièce, génériquement en dépression, est discuté par la suite dans un paragraphe dédié. Commun à chaque type de remplissage est le gaz utilisé, qui dans la majorité des cas est l’air comprimé. Cet air s’entend filtré, évidemment exempt d’huile, et le plus possible déshumidifié. Si l’on utilise de l’air industriel d’un circuit à usage générique, l’application d’une bouteille ou d’un réservoir d’expansion local à l’appareil d’essai améliore les caractéristiques de variance de température entre l’air et la pièce.
Alternativement à l’air, il est possible d’utiliser des gaz avec des atomes de dimensions plus petites, tels que l’hélium, car ils augmentent la fluidité de fuite et accentuent la sensibilité du test d’étanchéité. Il est enfin nécessaire de considérer l’utilisation de gaz inertes tels que l’azote, dans le cas de tests sur des composants déjà traités avec des éléments explosifs ou inflammables, comme les tests sur les circuits essence d’automobiles ou les composants pour carburants en général.
Analyse des taux de fuite
La fuite « zéro » n’existe pas et même si elle existait, il ne serait pas possible de la mesurer. Par conséquent, en se basant sur les tableaux fournis par les normes, il est toujours préférable de définir a priori pour sa pièce particulière le niveau de fuite admissible.
Après cette première évaluation, il est nécessaire d’étudier le fluide de service (gazeux ou liquide) et les pressions opérationnelles auxquelles est soumis le composant à tester.
Dans le cas de composants pour gaz, où il n’existe pas de « ligne de partage » entre les dimensions moléculaires des fluides (test/opérationnel), on s’en tient à la seule évaluation de danger : par exemple, la même pièce pour gaz peut avoir deux niveaux de fuite admissible complètement différents selon qu’elle soit appliquée en environnement domestique (cuisine) ou pour des lignes de transmission en extérieur.
Exemples de taux de fuite établis par les réglementations pour les composants gaz sont :
- 15 – 60 nCC/heure @ 150mBar : pour rampes gaz cuisine
- 1 – 5 nCC/minute @ 5 Bar : pour joints lignes transmission gaz externes
Dans le cas de composants pour liquides (eau/sang/carburants/huile, etc.) et en fonction également du niveau de danger en cas de fuite, il existe des valeurs normatives de fuite mesurée à l’air où le liquide ne fuira certainement pas, compte tenu du rapport moléculaire entre l’air et un fluide déterminé.
Exemples de taux de fuite pour liquides (mesurés à l’air, 1 Bar)
- 0,3 – 0,6 nCC/Minute : pour réservoirs de carburant
- 2,0 – 3,0 nCC/Minute : pour réservoirs d’eau
- 3,0 – 6,0 nCC/Minute : pour réservoirs d’huile
En réalité, lorsque c’est possible, il est préférable d’appliquer des pressions plus élevées, dans la plage de 1 à 6 Bar maximum. Avec cette solution, on peut réduire les temps d’essai et améliorer sensiblement les performances du test. En augmentant la pression de test, on obtient une amplification de la fuite, laquelle génériquement n’est pas linéaire à la pression : si par exemple nous mesurons 1 nCC/minute à 1 Bar de test, la même fuite mesurée à 5 Bar peut s’avérer bien supérieure à 5 nCC/minute.
De plus, une pression plus élevée amplifie le défaut éventuel, s’il est élastique, en élargissant l’orifice comme par exemple dans le cas de soudures sur plastique ou de fissures.
En contrepartie, il est nécessaire d’évaluer les aspects négatifs des pressions plus élevées, tels que des temps de stabilisation plus longs dans le cas de pièces élastiques, des fuites « masquées » dans le cas par exemple de joints à lèvre où la pression élevée tend à augmenter l’étanchéité d’une pièce défectueuse et des problématiques inhérentes à la sécurité des personnes et de l’environnement. Par conséquent, les bonnes pressions de test doivent être recherchées en collaboration avec des professionnels du secteur dotés d’une expérience acquise au fil des années et surtout de l’instrumentation pour effectuer tous les tests initiaux nécessaires.
Relation entre le taux de fuite en vol/t et ΔP
On souhaite formuler la relation qui existe entre le taux de fuite exprimé en vol/t (ex : cc/min, cc/h, etc..) et la chute de pression à l’intérieur d’une pièce pendant un test d’étanchéité à chute absolue de pression.
En partant de la formule des gaz parfaits : 𝑃𝑉 = 𝑛𝑅𝑇 Où l’on suppose :
P = pression de remplissage de la pièce en test
V = volume de la pièce
n = nombre de moles à l’intérieur de la pièce
R = constante universelle des gaz
T = température
Après « t » secondes, en raison d’une fuite que nous appellerons « Q », nous aurons un nombre de moles dispersées dans l’environnement égal à :
Les moles restantes à l’intérieur du volume seront donc :

En supposant la température constante, après un temps t nous aurons cette pression à l’intérieur de la pièce :

Ainsi, en définissant la chute de pression ΔP comme P – P2, on a que :

En résolvant par rapport à Q, on obtient :
Qui est la fuite théorique déduite d’une chute de pression à l’intérieur de la pièce en un temps « t ». Dans cette analyse, il faut supposer que la pression et la température restent constantes pendant le temps « t » de test.
Étalonnages et vérifications
Nous distinguons conceptuellement l’étalonnage périodique des vérifications ordinaires en deux processus distincts :
Par étalonnage, on entend une procédure destinée à vérifier le fonctionnement global de l’appareil en termes de correspondance aux limites déclarées de précision de la mesure électronique et du fonctionnement pneumatique.
La vérification ordinaire est effectuée à intervalles prédéfinis et vise à contrôler l’instrumentation dans les limites de l’utilisation normale, et donc à vérifier son indication de Bon et Rejet en appliquant respectivement un échantillon hermétique prévu à cet effet et un autre avec une fuite connue.
Les deux processus doivent être exécutés à des intervalles de temps prédéfinis. En analysant divers cahiers des charges ou normes inhérents à ces procédures, il ressort qu’il n’existe pas de données universellement applicables.
T2710 est le calibrateur numérique portable ForTest idéal pour effectuer des calibrages sur les testeurs d’étanchéité air destinés aux essais industriels.
Pour plus d’informations, consultez la fiche technique.
L’intervalle typique pour l’opération d’étalonnage peut être estimé à 6 ou 12 mois. L’intervalle typique pour l’opération de vérification ordinaire peut être déterminé par le nombre de pièces produites et orientativement à des intervalles égaux à 25% de la production journalière.
Cet étalonnage sert essentiellement à régler le zéro et la pleine échelle de la mesure absolue de pression, et, lorsque requis et en tout cas seulement en termes de vérification, la mesure de chute pendant un test d’étanchéité. Raisonnement par conséquent analogue afin d’exécuter un échantillon ayant une fuite contrôlée.