Théorie
Le contrôle d'étanchéité
La détection de fuite ou contrôle d'étanchéité est une des disciplines qui fait partie des techniques de contrôle pour mesurer et localiser la quantité de gaz qui fuit, sur un intervalle de temps donné, par une fente, une porosité ou une microfissure de soudure, ou encore par une liaison comportant des joints.
Le contrôle d'étanchéité est un examen non destructif et il se définit de la manière suivante : « Essai réalisé dans le but de vérifier la conformité de matériaux ou de composants vis-à-vis de prescriptions spécifiques, en faisant appel à des techniques ne portant atteinte ni aux caractéristiques ni aux performances » (UNI8450, février 1983).
Ce document vise à décrire nos connaissances techniques actuelles en matière de vérification et mesure d'étanchéité pneumatique. Il s‘adresse plus particulièrement aux techniciens de contrôle en fin de ligne de produits de série.
Historiquement, les industries les mieux équipées en cette phase de production ce sont celles qui produisent des articles à haute dangerosité intrinsèque, ou à haute valeur technologique.
Nous pouvons donc faire une liste de cette première "génération" d‘entreprise ou cette nécessité a été ressentie des le début:
| Aérospace | Mécanique | ||
| Automotive | Médicale | ||
| Electroménager | Oléodynamique | ||
| Electronique | Emballage | ||
| Fonderie | Pneumatique | ||
| Gas | Chauffage |
C‘est seulement entre les années 80 et 90 qu‘a commence une campagne d‘extension de ces contrôles à une plus large gamme de produits. Vers cette période on a commence à comprendre que ce type de contrôles pouvait être étendu, avec de nombreux bénéfices, également a des produits non dangereux en cas de fuite.
Si par exemple de petites fuites d‘huile dans des moteurs ou des transmissions, étaient considérées comme acceptables dans les années 70 et 80, des les années 90 un petit défaut de ce type signifiait déjà une non-conformité par le client final.
En appliquant ce principe de disponibilité technique avec des temps et des coûts relativement contenus, cette méthodologie de contrôle s‘est répandue, et continue à se répandre.
Il est donc actuellement impossible définir une liste complète d‘industries pour lesquelles ce contrôle d'étanchéité est considère "nécessaire", et nous pouvons généraliser en disant que tout produit devant contenir des gaz ou des liquides peut bénéficier de ce contrôle.
T8990 ForTest c'est l'appareil industriel pour tester l'étanchéité de les systèmes industriels en utilisant une chute de pression absolu.
Pour plus de détails, se référer à la fiche technique.
Ce système consent de mesurer de façon directe le débit ou flux d'air généré par la fuite
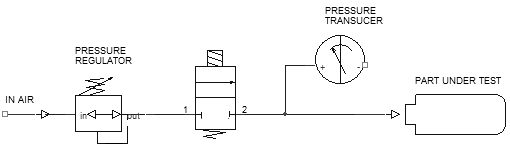
La structure pneumatique, représentée par la Fig.1, est nettement réduite et composée tout simplement par une vanne de remplissage et un transducteur de mesure.
Si on analyse le schéma, on aura que quelque soit le défaut pneumatique il sera attribuable à une fuite, et donc à une indication de résultat mauvais. Pour cette raison on appelle ce système « à sécurité positive »
Le seul problème qu’on pourrait avoir dans ce circuit pneumatique est un éventuel tréfilament de la vanne de remplissage. Ce problème est présent dans beaucoup des schémas pneumatiques discutés et simplement évitable grâce à un particulier joue des vannes qui vont substituer la simple vanne indiquée dans le schéma et grâce à de diagnostiques software particulières. Par contre, la précision totale de ce type d’appareil dans le test d'étanchéité est liée essentiellement à la précision de la section de mesure (transducteur) et de la section électronique d’acquisition
Plus en pratique les éléments qui interviennent à limiter la précision sont le rumeur électrique de la circuiterie et le rumeur mécanique du transducteur, qui correspondent à la résolution o au numéro des points maximum dans lesquels la plein d’échelle est décomposée: un système qui garantie 100.000 points, sous une pleine échelle de (par exemple) 1 bar, coïncide avec la garantie d’une résolution de mesure d’un centime de mbar
Plus grand est le paramètre de résolution et mineur est le temps nécessaire pour mesurer la chute de pression ; ça cause une réduction de temps du cycle de test mais surtout une limitation des erreurs causés par les variations thermiques du gaz introduit dans la pièce
Les stratégies électroniques pour l’obtention de ces résultats dans le test d'étanchéité sont de différente nature: le pilotage du transducteur avec tensions alternée, l’usage de convertisseurs AD raffinés, l’usage de circuits de poursuite de zéro et mesure en fenêtre, mais surtout l’haut filtrage soit électrique soit mathématique de la mesure. Il faut faire particulièrement attention à la détermination du point zéro de la chute, et donc à la mesure de la pression au moment initial de la phase de test.
T8960 ForTest c'est l'appareil pour la detection de fuites en utilisant le système de pression différentielle.
Pour plus détails, se référer à la fiche technique.
La mesure de la fuite par un circuit pneumatique différentiel a représenté dès les années 80 l'artifice pneumatique le plus ingénieux pour compenser les mauvaises prestations des sections de mesure et acquisition électroniques disponibles.
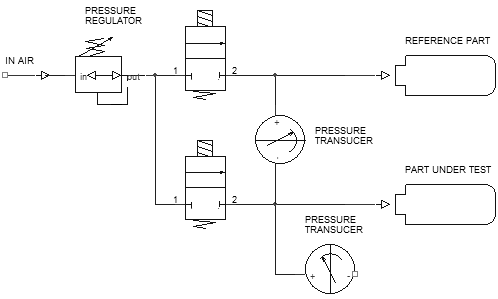
Le système prévoyait un double circuit ; d'un cote la pièce de référence étanche, et de l'autre la pièce à contrôler.
En clair, en analysant le schéma, les test se déroulaient de la façon suivante :
- La phase de remplissage s'effectuait en commandant l' ouverture des deux vannes
- La phase de stabilisation se faisait avec la vanne B fermée, et la vanne A ouverte, afin de stabiliser et uniformiser les conditions de pression dans les deux circuits.
Une fois terminée la stabilisation, les deux vannes étaient fermées.
En imaginant le transducteur tel une membrane, ou une colonne de mercure a deux becs, nous aurons à l'équilibre ,une pression différentielle nulle.
L'éventuelle chute de pression dans la pièce, déplace le zéro de cette mesure, consentant une indication très sensible de ce décalage.
Sur ce principe il est très facile appliquer une amplification électrique au signal donné par le capteur et visualiser la mesure sur un instrument à aiguille avec zéro central.
Donc avec ce stratagème il était possible d'analyser une valeur de baisse de pression de l'ordre de 1 / 50.000 (si le capteur le permettait), sur la valeur de pression de remplissage, tandis que l'électronique de l'époque, si appliquée sur un système manométrique ne permettait pas de dépasser le rapport de 1 / 10.000.
Il est donc évident que la limite était uniquement celle de la mesure électronique en termes de résolution et bruit, parce que les conditions de fonctionnement du transducteur de mesure avait les mêmes limites que celui d'un système manométrique.
Ce transducteur devait dans tous les cas être dimensionne pour la pression maximale de remplissage, car outre à être réellement présente en mode commun, la membrane, en cas de fuite était sollicitée par toute la pression.
La pneumatique ainsi réalisée, présentait toutefois certains inconvénients.
Le premier, et le plus évident, est que la comparaison examine une référence hermétique : une fuite sur ce volume, cache l'effective mesure de fuite de la pique en test. Ce défaut était en partie compensable par un contrôle continu du système, par l'utilisation d'une pièce « bonne » et le calibrage électrique du « zéro » de mesure.
A cause de cela ce système ne peut être classé « à sécurité positive ».
Les autres inconvénients les plus évidents étaient le calibrage difficile de la mesure du transducteur différentiel, laquelle devait ère exécutée avec une procédure de contrôle particulière.
Mais le réel point faible de ce système avait pour origine la nature même de l'installation :
La mesure de fuite effectuée résultait non pas être une mesure réelle de la fuite mais une différence avec le volume de référence.
Ceci ne coïncide pas nécessairement avec le fait que la pièce de référence puisse fuir ( ce qui est d'ailleurs la vérité).
Par exemple si l'on considère que dans l'utilisation pratique de ces systèmes nous aurons la pièce de référence qui sera sollicitée a chaque série de contrôle, tandis que la pièce à contrôler seulement durant sa propre phase de contrôle.
En fait nous aurons une évolution de la stabilisation différente à chaque phase de contrôle entre la pièce de référence et chaque pièce en test, c'est a dire que l'indice de stabilisation mécanique progressive ne coïncidera plus entre les deux volumes.
En outre, si apparemment il pouvait y avoir des bénéfices en termes de variance thermique justement dus au mode commun, en réalité le volume total en jeu est double, et même si les deux éléments étaient disposes très près l'un de l'autre, des courants d'air ou des rayons solaires pouvaient en amplifier la différence thermique.
En synthèse, ce principe a consenti d'obtenir de très bons résultats jusqu'aux années 70 et une partie des années 80, mais aujourd'hui ne trouve plus d'applications pratiques car il a été supplanté par lessystèmes manométriques et à chute absolue absolue de pression (relative), plus précis et simples d'utilisation.
Systèmes de débit: ce système consent de mesurer le débit ou flux d'air généré par la fuite.
A la fin des phases de remplissage et de stabilisation ; le temps de contrôle est celui nécessaire pour obtenir une mesure stable de débit, qui généralement est très brefs (100…300 mSecondes).
T8710 ForTest est l'appareil pour la détection de fuites et débit
Pour plus détails, se référer à la fiche technique.
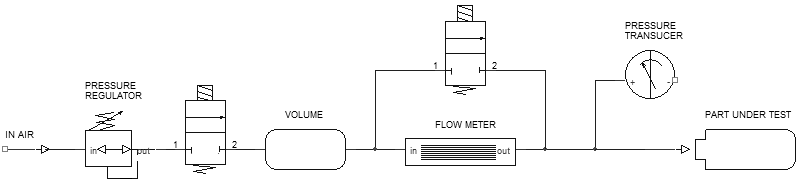
La complexité pneumatique du système est de pouvoir fournir un battant de pression constant mais dépourvu de fluctuations et bruits puisque, à la différence des systèmes Δp/Δt, la mesure se fait à flux de pression ouvert.
Comme décrit dans la figure, la mesure de débit est confiée a un capteur différentiel, capable de lire la saute de pression aux bouts d'une perte de charge.
Afin de réduire l'évolution quadratique cause par la turbulence du mouvement des particules de gaz, on utilise un élément laminaire capable de linéariser, en partie, cette fonction (![]() p/débit).
p/débit).
En alternative à la mesure de débit volumétrique (par ![]() p), durant la dernière décennie on a constate une augmentation des applications de mesureurs massiques, par exemple les systèmes thermiques ou débitmètriques (systèmes « à fil chaud »), car plus précis et constants dans le temps, moins sensibles aux variations thermiques des gaz de mesure.
p), durant la dernière décennie on a constate une augmentation des applications de mesureurs massiques, par exemple les systèmes thermiques ou débitmètriques (systèmes « à fil chaud »), car plus précis et constants dans le temps, moins sensibles aux variations thermiques des gaz de mesure.
Les test exécutés avec ce principe se distinguent par les avantages suivants :
- Mesure continue de la fuite
C'est la motivation principale pour laquelle ce type de produit est encore utilise industriellement.
De façon très simple, avec ce système il est possible d'analyser pendant un temps donné une fuite, la repérer et la réparer en temps réel.
- Temps de test pratiquement nul
Comme nous l'avons précisé, la mesure de débit, étant une mesure continue, permet l'élimination du temps de test. Ce concept est strictement théorique, comme nous le verrons plus tard, car si dans les systèmes a chute de pression ou p les phases de stabilisation ou de test peuvent être partiellement superposées, avec ce procédé la mesure doit être effectuée dans les meilleures conditions de stabilisation possibles.
- Indication de la fuite en mesure volumétrique
Nous classerons cette caractéristique dans les avantages de ce système, même si nous allons ensuite analyser des systèmes capables d'effectuer la même mesure de façon plus précise et sûre.
En plus du prix d'une double mesure de débit et de pression, et donc un double contrôle pour obtenir une validation de la mesure, l'élément laminaire, qui se présente tel un capillaire est très sensible a saleté et déformations, il doit donc être régulièrement contrôle avec des fuites calibrées, qui eux-mêmes sont des micro-trous sur base céramique ou métallique, ils ont tendance a se détériorer, ils ont donc une durée de vie limitée.
En outre, en faisant référence a la figure 3, une éventuelle fuite parasite en amont de l'élément de mesure, peut fausser et masquer l'éventuelle fuite de la pièce en test.
Donc ce circuit pneumatique ne peut pas être considéré à sécurité positive, et doit être contrôle régulièrement.
Enfin, la sensibilité de la mesure est limite par la plage du capteur de débit, tandis que si cette limite est également présente dans les systèmes à baisse de pression ou ![]() p , elle peut être compensée par l'allongement du temps de test.
p , elle peut être compensée par l'allongement du temps de test.
L’application pratique des ces instruments pour la mesure de fuites se fait fondamentalement dans trois cas:
- quand le volume est inconnu et variable: moteurs côté huile, sacs, flacons trés élastiques;
- quand une mesure continue est nécessaire pour effectuer des réparations;
- quand les valeurs de fuites sont trop importantes et qu ’un système par Δp/Δt ne peut maintenir une pression de test stable dénaturant la mesure de la fuite: valves à cartouche, distributeurs d’huile.
Pour les autres applications industrielles le système par Δp/Δt sont plus économiques et durables du fait de l’absence de parties d’usure.
L’unité de mesure pour ce type d’instrument est double: Pression de test (ex: mBar) et taux de fuite (ex: nCC/h)
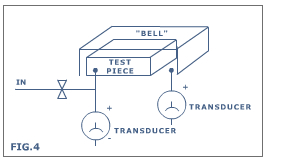
Système “Compliance” ou récupération on entend un système capable de mesurer des fuites à l’extérieur de la pièce à contrôler.
Par système de contrôle par récupération, s'entend un système à même d'intercepter les fuites à l'extérieur du volume à contrôler.
Ce concept peut être appliqué à n'importe quel type de composant ou pièce à contrôler en considérant qu'il faut enfermer celui-ci sous une cloche hermétique.
L’exemple pratique le plus diffus et explicatif de test d'étanchéité est celui de la mesure de la fuite de l’obturateur de soupape: on envoie l’air d’un côté et on détecte la fuite de l’autre.
T8980 ForTest est l'appareil pour le test industriel conçu pour effectuer des tests de pression sur pièces industrielles faisant usage de la chute de pression.
Pour plus de détails, se référer à la fiche technique.
La sensibilité grâce à la possibilité de mesurer la fuite en tant qu’augmentation de pression par rapport aux “zéro” ambiant, sans avoir donc de problèmes d’offset.
La vitesse car, tout le test ne se compose que d’une seule phase: pressurisation/mesure, sauf pour quelques composants élastiques.
Vue la nécessité d’effectuer le test sous cloche, le système le système se prête à des test à haute pression, jusqu’à 180 Bars, en toute sécurité pour biens et personnes.
Par contre la complexité de l’instrument et à chercher du côté de la pneumatique non à sécurité positive: c’set pour cela que bien souvent ces appareils contiennent une section de détection de fuite classique, destinée à contrôler si la cloche est bien fermée.
Dans le cas de pression dépassant les 5 Bars, il est nécessaire prévoir une soupape de sécurité pour protéger le capteur en cas de grosse fuite.
Le seul élément à risque dans ce type de circuit est une fuite de la vanne de remplissage, ce qui risquerait de masquer une éventuelle fuite de la pièce contrôlée. Mais ce problème peut être résolu en montant deux vannes en série et en contre phase, à fermeture asynchrone., ainsi qu'avec un diagnostic approprié de la part du logiciel.
La précision de ce type de système est uniquement liée à la précision de l'unité de mesure (transducteur) et à la section électronique d'acquisition.
En pratique, les éléments qui limitent la précision sont le bruit électrique généré par le circuit électrique et celui mécanique généré par le capteur, lesquels correspondent a la résolution ou nombre de points par lesquels le fond d'échelle de la mesure est divisé : un système capable de garantir 100.000 points, sur un fond d'échelle de 1 bar, pourra garantir une résolution de 1 Pascal (1/100.000e de mbar). Plus la résolution est élevée, plus le temps de contrôle est court, cela correspond à une réduction des temps de contrôle – de cycle de production, mais aussi et surtout a une diminution des phénomènes et erreurs dus à la variance thermique du gaz utilisé pour le contrôle.
Une attention très particulière doit être apportée à la détermination du point de « zéro » de la chute de pression, qui est en fait la mesure de la pression au moment initial de la phase de contrôle.
Le système se prête à l'application de type « compliance », lorsqu'il est possible pressuriser le composant tout en l'isolant de l'extérieur.
Quand cela est impossible, l'utilisation de cloches hermétiques est un très bon stratagème pour optimiser les contrôles de fuites sur des éléments de grand volume, avec le système classique à chute de pression, tout en réduisant le plus possible le volume à tester.
En se limitant à des tests à une pression maximale de 1 bar, l'utilisation d'un système à dépression sous cloche permet en plus de l'auto fermeture, donc d'étanchéité de la cloche, également l'instantanéité du contrôle.
Contrairement de ce qui à été décrit pour les autres méthodes, le système par récupération ne nécessite ni d'un temps de stabilisation, ni de temps de contrôle, car ceux ci sont superposes à la phase de remplissage, le rendant très rapide. En clair on pressurise la pièce à contrôler et en même temps on analyse l'éventuelle augmentation de pression à l'extérieur.
Les instruments de contrôles d'étanchéité de ce type sont généralement équipes de deux capteurs de pression, un pour la mesure de remplissage et un pour l'interception de la pression de la fuite.
Les deux capteurs doivent être dimensionnés pour la pression maximale de remplissage, afin de prévoir la possibilité d'une grosse fuite et donc d'un pic de pression du côté interception.
L'analyse de la fuite est donc le rapport des deux pressions et peut être représentée comme le rapport en pourcentage des deux valeurs ( Pression de fuite / Pression de remplissage ) ou calcule comme la pression de fuite a une valeur nominale de remplissage, ou dans les cas les plus sophistiqués, en connaissant le volume extérieur ou celui de la cloche, fourni comme une indication volumétrique ( CC / heure ).
D'un point de vue électronique il est important de dimensionner l'acquisition en considérant que les contrôles durent en général quelques secondes et souvent même moins de une, et que le calcul du rapport se fait durant l'augmentation de la pression de remplissage : donc les deux mesures doivent s'effectuer en phase entre elles et avec une fréquence élevée afin de ne pas introduire d'erreurs.